same in English
! Ищем мастеров, работников, партнеров для постройки серийных лодок и для реконструкции старинных судов (в перспективе - коча). Условия и оплата договорные, заинтересовавшимся просьба писать на почту ![]() !
!
Изготовление долбленого днища
 Фото: заготовка для днища хранилась в канаве с водой, перед разведением над огнем -- она на должна засыхать. Готовая (перед разведением над огнем) заготовка имела длину ~6.3 м, и диметр 45 см в середине. Толщина ~15 мм в нижней части, плавно уменьшающаяся до 12-13 мм у краев. Расстояние между краями сверху было лишь 20 см, так что периметр получился 110-115 см в середине лодки. Днище получилось очень легким -- его без труда вынесли из леса к месту дальнейшей обработки на расстояние полкилометра четыре человека. Работа по его изготовлению заняла около 2-х недель. |
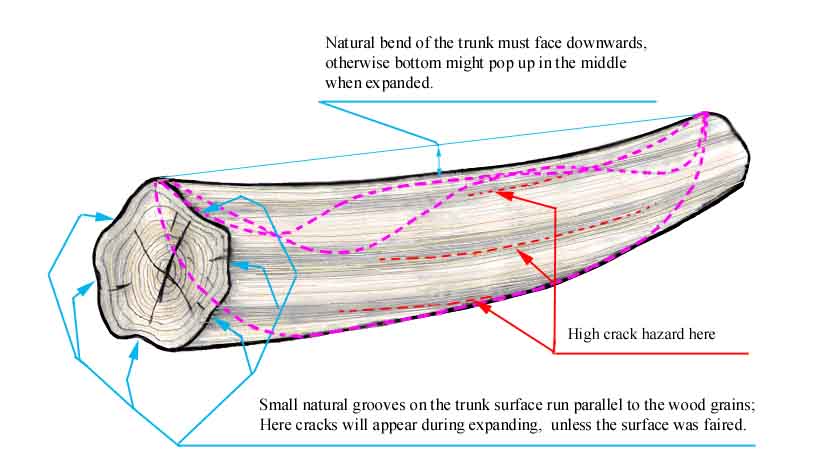 Рис: естественные продольные впадины и изгиб ствола для наглядности преувеличены на этом рисунке. Бревно нужно вымерять и разметить так, чтобы изгиб ствола смотрел вниз, и штевни будущей лодки получились выше, а главное, чтобы дно не выгнулось посередине вверх во время разведения над огнем. Внешняя поверхность должна быть тщательно выровнена от естественных впадин и выступов. Поскольку оно выдалбливается до толщины 13-15 мм, даже продольная впадина глубиной 1-2 мм, почти незаметная на глаз, если она тянется на несколько метров, создаст опасный пояс с меньшей толшиной, по которому может пойти трещина при разведении днища. Такие впадины легче ощутить рукой наощупь, чем увидеть глазом. Я оставлял несколько сантиметров запаса при обтесывании носового и кормового концов, окончательная форма им придавалась только после разведения, при установке штевней и набоев. |
 Фото: сосна для днища имела толщину 55-60 см в комлевом отрубе, и 45 см на высоте 4 м, т.е. в середине будущей лодки. Такое сырое бревно весит около тонны, так что черновая обработка и выдалбливание производятся прямо на месте, пока заготовка не станет достаточно легкой и сподручной. Есть два способа контроля за толщиной стенки при выдалбливании и чистовой обработке изнутри:
|
last update: February 2012 report problems with this page to ![]()